- Тягомеры ТмМП-52-М3, напоромеры НМП-52-М3, тягонапоромеры ТНМП-52-М3 мембранные показывающие
- Тягомеры ТмМП-100-М1, напоромеры НМП-100-М1, тягонапоромеры ТНМП-100-М1, дифманометры-тягомеры ДТмМП-100-М1, дифманометры-напоромеры ДНМП-100-М1, дифманометры-тягонапоромеры ДТНМП-100-М1 мембранные показывающие
- Тягомеры ТмМП-100-М1Р, напоромеры НМП-100-М1Р, тягонапоромеры ТНМП-100-М1Р мембранные показывающие с радиальным исполнением штуцера
- Тягомеры ДТ-С2, ДТ-СН, ДТ-СВ, напоромеры ДН-С2, ДН-СН, ДН-СВ, тягонапоромеры ДГ-С2, ДГ-СН, ДГ-СВ показывающие сигнализирующие
- Дифманометры стрелочные показывающие ДСП-80 РАСКО, ДСП-80В РАСКО
- Индикаторы разности давлений ИРД-80 РАСКО
- Разделители сред мембранные РМ
- Манометры показывающие ДМГ-60
- Преобразователи избыточного давления ПД-Р
- Индикаторы давления ИД-1 (с приемниками давления ПД-1)
- Краны кнопочные VE-РАСКО
- Датчики-реле давления ДЕМ-102С и ДЕМ-105С
- Датчики-реле разности давлений ДЕМ-202С
- Датчики-реле температуры ТАМ-102С
- Датчики-реле температуры ТАМ-103С
- Датчики-реле давления ДЕМ-102 РАСКО
- Датчики-реле разности давлений ДЕМ-202 РАСКО
- Датчики-реле давления ДЕМ-105М-РАСКО
- Датчики-реле разности давлений ДЕМ-202М-РАСКО
- Датчики-реле давления с встроенным манометром ДЕМ-105М1-РАСКО
- Преобразователи температуры ДТПМ-Р
- Датчик-реле давления ДДМВ-102
- Датчик-реле температуры манометрический взрывозащищенный ТДМВ-102
- Индикаторы засоренности воздухоочистителей ИЗВ-500, ИЗВ-600, ИЗВ-700
- Тахометры магнитоиндукционные дистанционные Тми (с первичными преобразователями Д-1М, Д-2М, Д-1ММ или Д-2ММ)
- Тахометры магнитоиндукционные ТМ
- Тахометры магнитоиндукционные 8 ТМ
- Тахометры электронные ТЭ-Д (с первичными преобразователями ППЭ-Д1, ППЭ-Д2, ДЭМ, ДЭМ-1 или ДЭМ С)
- Датчики тахометра Д4, Д5
Установки для сварки продольных швов
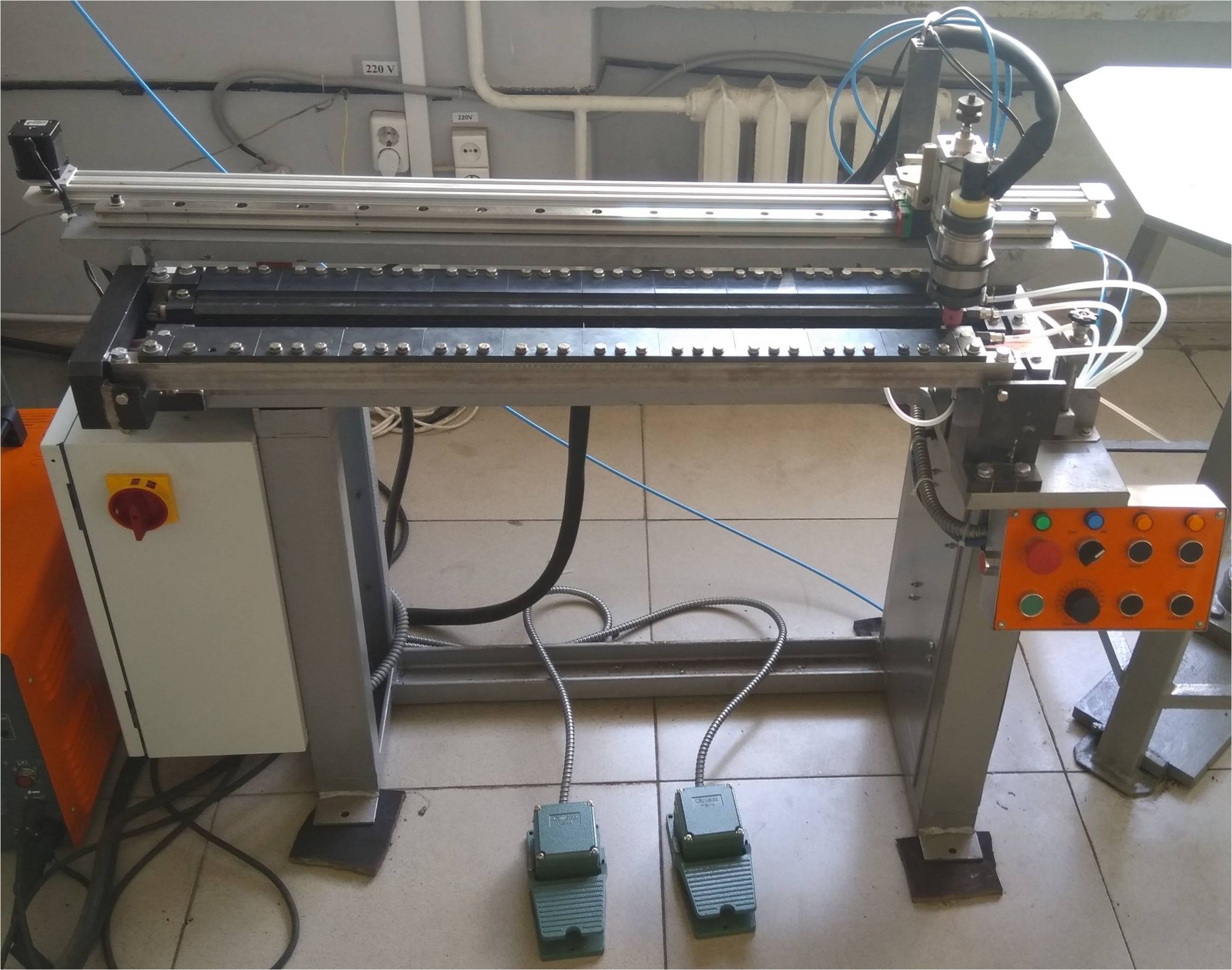
Назначение
Установка для сварки продольных швов стыковых соединений листовых деталей различного размера и толщины. Сварочная горелка крепится на подвижной каретке, которая в процессе сварки перемещается по линейным направляющим. Система имеет блок управления скорости для контроля скорости сварки во время работы. Подвижная горелка во время сварки движется вдоль линии сварочного стыка с высокой точностью.
Конструкция сварочной установки с медными прижимами и медной подложкой обеспечивает идеальные условия для сварки металлов, создавая необходимый теплоотвод, что приводит к минимизации коробления заготовки во время и после сварки, улучшении структуры сварного шва и околошовной зоны, а двусторонняя защита шва препятствует появлению цветов побежалости при сварке нержавеющих сталей.
Установка для сварки продольных швов, как правило, работает в следующем цикле:
• заготовка вручную устанавливается в установку;
• путем нажатия педали, оператор опускает медные прижимы и прижимает край обечайки к подложке;
• к зажатому краю обечайки стыкуется второй край, который также зажимается медными прижимами, путем нажатия на вторую педаль;
• затем нажимается кнопка старта сварки и идет сварка заготовки;
• после окончания, сварочная горелка автоматически возвращается в исходную позицию;
• медные прижимы поднимаются;
• снимается замок дорна;
• оператор достает обечайку.
Свариваемые материалы:
• нержавеющая сталь
Процессы сварки:
• аргонодуговая полуавтоматическая сварка TIG
Технические характеристики
|
Тип |
Ед. изм. |
500 |
1000 |
1500 |
|
Длина заготовки максимально до* |
мм |
500 |
1000 |
1500 |
|
Диаметр свариваемого изделия* |
мм |
80-800 |
100-800 |
150-800 |
|
Толщина заготовки* |
мм |
0,5-1,5 |
||
|
Скорость сварки |
м.мин |
от 0,1 до 1,8 |
||
|
Защитный газ |
- |
Аргон |
||
|
Расход газа |
л/мин |
5-20 |
||
|
Давление газа |
атм |
2,5 |
||
|
Сварочный ток |
А |
до 200 (в зависимости от источника) |
||
|
Подключение установки |
|
220 В, 50 Гц; 380 В, 50 Гц (в зависимости от источника) |
||
|
Потребляемая мощность |
кВт |
зависит от сварочного источника |
||
|
Вес (справочно) |
кг |
200 |
300 |
400 |